

Improving Manufacturing Test Stations to Support Production Volume Demand Increases
So, what do you do when your customers want more parts than you are producing and the test system is holding up production because it is a bottleneck? How do you improve the test system to allow more parts to be made?
I assume you’ve already thought about the obvious approaches of increasing production by working longer hours, even as much as 24×7 operations. You could also duplicate the existing test system so the one is no longer a bottleneck. But, perhaps you have not considered yet what an improved test system can do to alleviate production pressures.
Let’s review two ways that enhancing an existing test system can help:
- Increasing automation of manual and semi-automated testers
- N-Up tester parallelization
First, if the test system is manual or only partly automated, then enhancing the test system with additional automation will speed up test cycle time. Often, in these situations, the use of existing measurement equipment can be more-fully automated.
A second approach that works well for test systems that are already heavily automated is to extend the system to a N-up tester. An N-Up test system runs tests of N parts in parallel. Often that system will reuse a single set of measurement equipment for all of those N parts. Let’s explore in more detail both of these challenges and benefits of these two approaches.
Increasing Automation of Manual and Semi-automated Testers
Benefits
For fully manual or partially manual test system, where all or part of the test procedure is done manually, you can enhance the testing by assisting the operator with more automation. The main benefits of this increased automation are:
- Faster test time
- Less mistakes made during manual assembly and test steps
- Reduction of manual transcription errors during collection of measurements.
Most often, we see manual-type test systems in companies with a wide mix of products, where each type of product is made at some small quantity, say less than say 10 units per day. We call this type of manufacturer high-mix and low-volume.
In these high-mix, low-volume situations, adding automation almost invariably speeds up the test steps, sometimes by factors of 10 or more. In general, we have customers that save 20% to 40% of test time by adding more automation to their manual or semi-automated inspection stations and test systems.
Also, in manual-type test systems, it is all too common for an operator to miss something during testing or to make a mistake which results in a bad product being sent down the assembly line or, even worse, all the way to the customer. Rework is expensive and corrective actions are costly.
So, enhanced automation can reduce the testing time results and result in fewer mistakes.
When do these types of automation amendments make sense? When you save more money than you spend on additional equipment and automation software enhancements. Sometimes, the largest savings come from reducing rework and corrective actions due to mistakes in testing.
Questions to ask
Let’s pose some questions that can help you decide if you would be justified in adding automation to a manual or semi-automated test system.
- Is the existing measurement and control equipment automatable? To what level and at what effort?
- How much can the connections to the UUT be simplified? Such as using custom harnesses and custom connectivity PCBs.
- Are the manual work instructions (assembly, test point connections and setup, instrumentation configurations) well documented or in someone’s head? These instructions are the basis for the automation of test steps and sequencing.
- Does it make sense to automate the entire process? Sometimes the test point access is physically challenging (needs manual placement of probes or tools).
Answers to these questions are used to budget the enhancement effort. Let’s next review a procedure that can help answer these questions. Note that you also need to understand the cost savings these enhancements will bring to your product production.
Recommendations
When deciding how much automation should be applied, our approach, at Viewpoint, starts with an understanding of the following fundamental items:
- The level of automation available in the instruments used to take measurements
- The amount of time the operator spends on each step of a test procedure
- Looking at automating the connections between the test points and the measurement instrumentation.
Based on the findings, we work with the client to estimate the costs of:
- The time to execute the steps
- Programming the measurement equipment to achieve more automation, and possibly replacing the equipment with more modern versions
- And evaluating various connection options to make connections to the UUT as quick as possible (to minimize the load and unload time). Often custom harnesses and connection schemes can save a lot of time but watch out for wear and tear due to insertion cycles!
Case Study
It is worth discussing an actual project. Viewpoint enhanced a test system for a client that makes high-voltage power supplies.
I’ll describe what we found for the client’s existing test system for each of the three areas:
- Automation available in the measurement instruments
- Time spent on each test step
- Automating the connections
For this particular project, most, but not all, of the test equipment could be automated, via some combination of serial, GPIB, or Ethernet. Furthermore, some equipment, such as an oscilloscope, had the ability to store and recall setup configurations. The test operators already used these configurations to decrease setup time for the next test step. Most test equipment did not have automated setup.
Regarding the amount of time the operator spent on each test step, the client had been through a Lean assessment and had already done a good job of timing operations. However, we specifically noted that the operator was manually connecting to the test points and manually transcribing to paper the measurement results from instrument displays.
Finally, regarding automating the connections, many types of product models were being tested at this test system. Connecting the test equipment to all sorts of products would require either 1) many types of test harnesses and connectors or 2) a redesign of the products to make test connections simpler and quicker.
After reviewing these findings, we made the following recommendations:
- Purchase a new meter with a programmable interface to replace the one that was not automatable.
- Provide configurable automation test steps associated with each type of measurement instrument. The test operators would create a sequence of steps to setup each instrument and record the resulting measurement. The sequence of steps could be saved and recalled for each product to be tested, so the instruments could be used automatically.
- Since the connections to the test points were manual, install a foot switch that the operator could press when ready to take the measurement. The test sequencer would then automatically advance to the next step.
- Provide a test executive to run the test sequence and automatically print the test results and save them in a database for later sorting and searching.
These enhancements reduced total test time across several products by an average of about 25%. Plus, time to create the paperwork was reduced by about 2/3 due to the automated data collection. So, how do you get started on enhancing your manual/semi-automated test system?
How to get started
Deciding on the best approach to enhance your existing manual or semi-automated test systems has to start with an understanding of way the operator uses the test or inspection system.
Viewpoint has found that the best method to approach these situations is to base decisions on the economics of two things: 1) the use of the test system and 2) the costs of dealing with problems when bad parts get released from the test system.
Start with the recommendations listed to get a handle on how automation can be applied. Some of the big hitters we have found are:
- Reducing hand-written transcription errors to minimize passing bad parts.
- A foot switch to trigger measurements automatically.
- Retrieving assembly instructions electronically rather than having to flip paper pages.
- Creating reports automatically rather than by hand.
These and other steps can generate cost savings by speeding up the testing time and by reducing the cost of manual labor associated with report generation and handling bad parts.
Finally, consider the professionalism you display to your customers and auditors when using automated data collection. And, when you associate test results with unit serial numbers, you can trace those data back to individual parts for warranty handling and engineering design improvements.
N-Up Tester Parallelization
Benefits
An N-Up testing approach works well for test systems that are already heavily automated.
The idea is to extend the test system by testing a bunch of parts at the same time, hopefully by sharing test equipment across each of the parts. This is called an N-up test.
The benefits of an N-Up tester are most obvious when one or more factors are in play:
- Manufacturing floor space is limited (you can’t fit another test system anywhere)
- Some of test equipment is expensive (and you’d like to not buy more)
- The test time is long compared to the time to load and unload the parts into the test fixture
Questions to Ask
How do you decide whether to duplicate a test system or to build an N-Up test system?
Some questions worth answering are:
- If you duplicate, you need to consider all the extra expenses. Not just test equipment, but floor space, energy costs, extra HVAC, and so on. Do the benefits of a duplicate system outweigh the expenses?
- Might you want to use a duplicate test system as a backup system?
- How much spare I/O is available in the existing test system? Enough? Or will you have to add mux and/or matrix switches in order to share measurement equipment?
- How many UUT sockets are needed in order to have the load & unload time equal the test time, making the test time “free”?
Recommendations
Our approach on deciding the utility of an N-Up tester is based on the following items:
- The amount of testing that can be done in parallel versus sequentially with the existing measurement hardware.
- For each step, how long does it take and what equipment is used.
- The costs of complete new test stations (including annual expenses such as maintenance, floor space, HVAC, and so on) as compared to additional fixturing which shares the same test equipment.
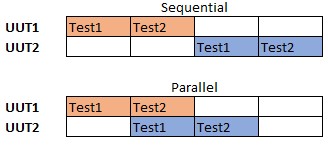
Look at this illustration showing an example of sequential versus parallel testing for two test sockets. If some equipment can be shared, then you can test two parts at once. In this illustration, the measurement I/O used to run the step labeled Test2 cannot be the same I/O as needed for Test1.
Also, from this illustration, you see that when the UUT1 is done with testing, you have to unload that unit and load in a new one into socket 1. If you can finish that unload/load before Test2 is done on UUT2, then the operator can be busy with load and unload tasks without waiting for part of the entire test to complete. The test time is then “free”.
How many test sockets are needed to be able to have “free” test time? This equation provides an estimate:
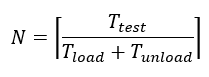
The calculation is actually more complicated because much depends on the amount of the test that can be parallelized. But in the example shown here for the parallel test illustration, if you can perform the unload/load in the time it takes to do the step Test2, then total test time on the numerator is twice as long as the load and unload time, so you need two sockets. The illustration shows this, since there are two UUTs in action at any time.
Another factor in deciding how to parallelize is the fact that some equipment may be very expensive and you will be motivated to share that particular hardware across all the sockets, regardless of the impact to the overall test time.
All these considerations can be rolled up into an analysis of overall profits. If you make a profit, P, per unit and M is number of additional parts per year produced before parallelizing, and E is cost of the test equipment. Then, if P*M is > E, then it pays to enhance with extra test capability.
Case Study
Let’s review an actual project that Viewpoint delivered. The company makes automotive components in very large volume, several part models each at more than 1 million per year.
The client’s primary concern was conserving floor space. They were completely out of spare manufacturing space.
Some analysis showed that a 6-up tester allowed the test operator to cover the test time with the load/unload time, so N in the equation above was 6.
Also, at the high volumes they needed, they had to parallelize as much as possible. The cost of 6 sets of test equipment and device sockets was less important than speed. Remember the P*M > E equation? For this client, being able to completely parallelize made M (the number of extra units per year) large enough that the payback time for completely duplicating the measurement instrumentation for each UUT socket was less than about 1 year.
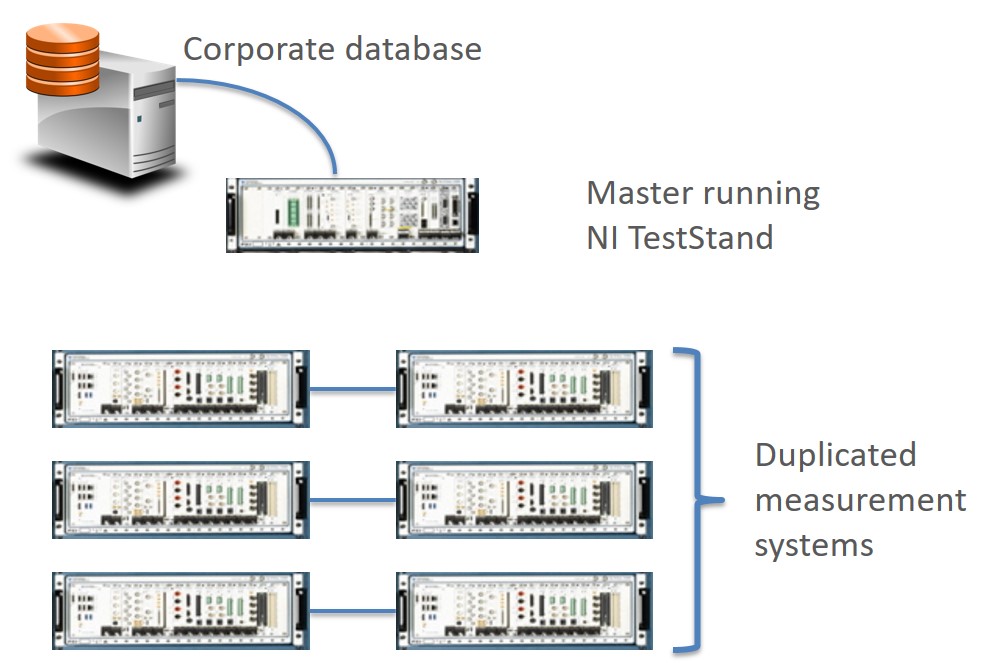
We developed an NI TestStand application that ran 6 instances of the test sequence independently of each other utilizing the duplicated test equipment. The common parts of the overall master sequence were:
- Startup check for the entire test stand
- Shutdown of the entire test stand
- Archiving the test results into the database
Part handling was managed by a PLC and robot which delivered the parts from a tray into the UUT sockets. Digital bits were used for signaling the test sequence which parts were present in their sockets and ready to test.
This approach consumed about 20% the floor space that would have been used for duplicating the test system 5 more times (for a total of 6 testers) and paid for itself in less than 1 year by the enhanced throughput.
How to get Started
What are some things to consider if an N-Up tester is appropriate and how much parallelizing is appropriate?
The best way to approach the decision to build an N-Up tester is to analyze the tradeoffs of the cost of development of duplicate test systems versus the savings of designing and building N UUT sockets with associated costs of SW development and HW purchases.
Plan out how you can shift test steps between pieces of equipment. Try to maximize the parallel operation of as many test steps at once. Consider that you can shift the sequencing of test steps if the order of operation doesn’t impact the overall pass/fail of the part.
Also, the previous equations can help guide your decisions.
Finally, you’ll want to understand if duplicating entire test systems is beneficial in ways that an N-Up tester is not. For example, duplicate test systems can act as backups in case one fails. Also, you could choose to move some of the duplicate systems to different manufacturing facilities. And, spare parts maintenance becomes easier to manage if you have multiple of the same systems, since you don’t need spares of everything for each tester.
With all this information, compare the benefits of the N-Up tester against duplicating.
Need more test throughput? Reach out for help.